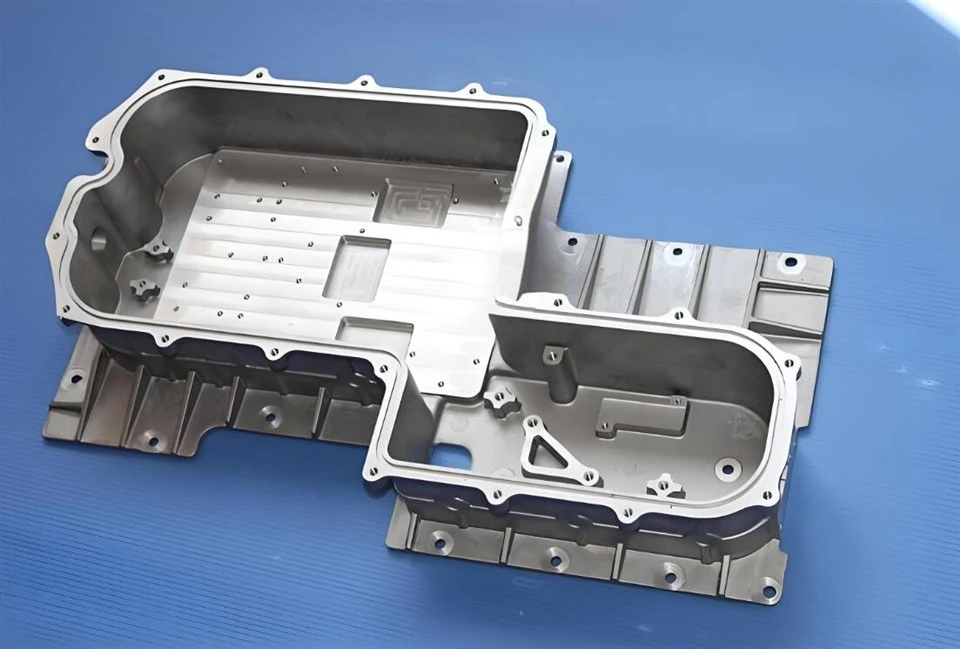
Melhorar o preenchimento de moldes na fundição de matrizes de alumínio é um aspecto crítico do processo de fabricação, influenciando diretamente a qualidade, a força e o desempenho geral dos produtos finais. Como fornecedor de fundição de matriz de alumínio, entendemos os desafios e meandros envolvidos na obtenção de um enchimento ideal de mofo. Nesta postagem do blog, exploraremos várias estratégias e técnicas para aprimorar o processo de preenchimento de moldes, garantindo uma matriz de alumínio de alta qualidade - peças fundidas comoPeças automáticas de fundição de alumínio, Assim,Caixa de junção fundida de dado de alumínio, eCaixa fundida de dado de alumínio.
Compreendendo o processo de enchimento do molde em fundição de matriz de alumínio
Antes de se aprofundar nas estratégias de melhoria, é essencial entender como o processo de enchimento de moldes funciona na fundição de matrizes de alumínio. Nesse processo, o alumínio fundido é injetado em uma cavidade de molde em alta velocidade e pressão. O metal fundido deve fluir suavemente e uniformemente para encher todos os cantos do molde sem formar bolsos de ar, porosidade ou outros defeitos. O processo de enchimento é afetado por vários fatores, incluindo o projeto do molde, as propriedades da liga de alumínio, a velocidade e a pressão da injeção e a temperatura do molde e o metal fundido.
Otimizando o design do molde
Uma das maneiras mais eficazes de melhorar o enchimento de moldes é através do projeto de molde adequado. Os seguintes aspectos do design do molde desempenham um papel crucial para garantir um processo de enchimento suave:
Design de portão
O portão é a entrada através da qual o alumínio fundido entra na cavidade do molde. Seu tamanho, forma e localização afetam significativamente o fluxo do metal fundido. Um portão bem projetado deve permitir que o alumínio fundido entre na cavidade a uma velocidade e direção apropriadas. Por exemplo, um portão em forma de ventilador pode distribuir o metal fundido de maneira mais uniforme pela cavidade do molde, reduzindo o risco de turbulência e aprisionamento do ar. Além disso, o tamanho do portão deve ser cuidadosamente calculado para garantir que o metal fundido possa fluir livremente sem resistência excessiva.
Sistema corredor
O sistema corredor é responsável por orientar o alumínio fundido da manga da tiro até o portão. Ele deve ser projetado para minimizar a perda de pressão e manter uma taxa de fluxo consistente. Um corredor cônico pode ajudar a aumentar a velocidade do metal fundido à medida que se aproxima do portão, melhorando a eficiência de enchimento. Além disso, o corredor deve estar livre de cantos nítidos ou mudanças repentinas de direção, o que pode causar turbulência e atrapalhar o fluxo do metal fundido.
Ventilação
A ventilação adequada é essencial para permitir que o ar e os gases escapem da cavidade do molde durante o processo de enchimento. Sem ventilação adequada, os bolsos de ar podem se formar na fundição, levando à porosidade e outros defeitos. As aberturas devem ser estrategicamente colocadas nos pontos mais altos da cavidade do molde e ao longo do caminho do fluxo do metal fundido. Eles podem estar na forma de pequenos canais ou inserções porosas que permitem que os gases escapem, impedindo que o metal fundido vaze.
Controlando as propriedades da liga de alumínio
As propriedades da liga de alumínio usadas na fundição de matrizes também têm um impacto significativo no processo de enchimento do molde. Aqui estão algumas considerações:
Seleção de ligas
Diferentes ligas de alumínio têm diferentes pontos de fusão, viscosidades e fluididades. Ao selecionar uma liga para uma aplicação específica, é importante escolher uma com boa fluidez na temperatura operacional. As ligas com viscosidades mais baixas podem fluir mais facilmente na cavidade do molde, reduzindo o risco de enchimento incompleto. Por exemplo, ligas como A380 e A360 são comumente usadas na fundição de matrizes de alumínio devido à sua excelente fluidez e castabilidade.
Condições de derretimento e retenção
As condições de fusão e retenção da liga de alumínio podem afetar sua fluidez. O metal fundido deve ser aquecido à temperatura apropriada para garantir uma boa fluidez. No entanto, o superaquecimento pode fazer com que a liga oxide e forme impurezas, o que pode afetar a qualidade do elenco. Além disso, o metal fundido deve ser mantido em um forno limpo e bem mantido para evitar a contaminação.
Ajustando os parâmetros de injeção
A velocidade e a pressão da injeção são dois parâmetros críticos que podem ser ajustados para melhorar o enchimento do molde.
Velocidade de injeção
A velocidade de injeção determina a rapidez com que o alumínio fundido enche a cavidade do molde. Uma velocidade de injeção mais alta pode ajudar a preencher a cavidade mais rapidamente, reduzindo o risco de solidificação do metal fundido antes que a cavidade seja completamente preenchida. No entanto, uma velocidade muito alta pode causar turbulência e aprisionamento do ar, levando a defeitos no elenco. Portanto, a velocidade de injeção deve ser cuidadosamente otimizada com base no tamanho e complexidade da cavidade do molde, bem como nas propriedades da liga de alumínio.
Pressão de injeção
A pressão da injeção é usada para forçar o alumínio fundido na cavidade do molde contra a resistência do sistema corredor e do molde. É necessária pressão adequada para garantir que o metal fundido possa atingir todas as partes da cavidade. No entanto, a pressão excessiva pode fazer com que o molde se deforme ou dano e também pode aumentar o risco de flash (excesso de metal que escapa do molde). A pressão da injeção deve ser ajustada para equilibrar a necessidade de enchimento completo e a prevenção de danos ao molde.
Gerenciamento de temperatura
O gerenciamento da temperatura é outro fator -chave para melhorar o enchimento do molde.
Temperatura do molde
A temperatura do molde afeta a taxa de solidificação do alumínio fundido. Um molde muito frio pode fazer com que o metal fundido solidifique prematuramente, resultando em enchimento incompleto. Por outro lado, um molde muito quente pode levar a longos tempos de ciclo e aumentar o desgaste no molde. A temperatura do molde deve ser mantida dentro de uma faixa ideal, que está tipicamente entre 150 ° C e 250 ° C, dependendo da liga de alumínio e do tamanho da fundição.
Temperatura do metal fundido
A temperatura do alumínio fundido também desempenha um papel crucial no enchimento do molde. Uma temperatura mais alta pode melhorar a fluidez do metal fundido, permitindo que ele flua mais facilmente para a cavidade do molde. No entanto, como mencionado anteriormente, o superaquecimento pode causar oxidação e outros problemas. A temperatura do metal fundido deve ser cuidadosamente controlado para garantir uma boa fluidez sem sacrificar a qualidade da fundição.
Controle e monitoramento de qualidade
Para garantir que o processo de enchimento de moldes seja consistentemente otimizado, é importante implementar um sistema abrangente de controle e monitoramento de qualidade. Isso pode incluir:
Inspeção visual
A inspeção visual regular das peças fundidas pode ajudar a detectar quaisquer sinais de preenchimento incompleto, porosidade ou outros defeitos. Ao examinar a superfície do elenco, é possível identificar áreas onde o processo de enchimento do molde pode precisar de melhorias.
Testes não destrutivos
Métodos de teste não destrutivo, como inspeção de raios X e testes ultrassônicos, podem ser usados para detectar defeitos internos nas peças fundidas. Esses métodos podem fornecer informações valiosas sobre a qualidade do processo de preenchimento de moldes e ajudar a identificar quaisquer áreas que exijam ajuste.
Monitoramento de processos
Monitorando a velocidade de injeção, pressão, temperatura e outros parâmetros do processo durante o processo de fundição - pode ajudar a garantir que o processo esteja operando dentro da faixa ideal. Quaisquer desvios dos parâmetros definidos podem ser detectados e corrigidos em tempo hábil, melhorando a consistência e a qualidade das peças fundidas.
Conclusão
Melhorar o preenchimento de moldes na fundição de alumínio é um objetivo complexo, mas alcançável. Ao otimizar o design do molde, controlar as propriedades da liga de alumínio, ajustar os parâmetros de injeção, gerenciar a temperatura e implementar um sistema abrangente de controle e monitoramento de qualidade, podemos aprimorar o processo de enchimento de molde e produzir peças de matriz de alumínio de alta qualidade. Como fornecedor de fundição de alumínio, estamos comprometidos em usar essas estratégias para atender às diversas necessidades de nossos clientes e fornecer a eles os melhores produtos de qualidade.
Se você está interessado em nossoPeças automáticas de fundição de alumínio, Assim,Caixa de junção fundida de dado de alumínio, ouCaixa fundida de dado de alumínio, ou se você tiver outros requisitos para matriz de alumínio - os produtos fundidos, não hesite em entrar em contato conosco para compras e negociação. Estamos ansiosos para trabalhar com você para atingir suas metas de fabricação.
Referências
- Campbell, J. (2003). Peças fundidas. Butterworth - Heinemann. -ASM MANUAL COMITÊ. (2008). Volume do Manual ASM 15: CASTING. ASM International.
- Tönshoff, HK, & Enke, F. (2016). CASTA DE DIVER DO ALUMUMUMO: Tecnologia e aplicações. Springer.




